Ace biopharm Co., Ltd. Bio Research Laboratory is staffed by 7 researchers, 4 with Ph.D and 3 masters. We are developing eco-friendly raw materials using enzyme engineering.
The ingredients of healthy functional food produced at Bio Research Laboratory are exported to United States, Japan, and many other countries. Through continuous technology development in the future, we are making efforts to enter the global market with original production technologies.
Ace biopharm Co., Ltd. Bio Research Laboratory consists of a microbiological incubation process development team, a refining process development team, and a product characterization development team. We strives to make the world's first-class products in health function and medicine materials using microbes.
In particular, the development of products using strain improvement technology in cooperation with domestic and foreign companies and research institutes, and the development of enzyme conversion process replacement technology in existing chemical processes will serve as a cornerstone for Ace biopharm to become a global R&D company in the future.
The goal of technology development
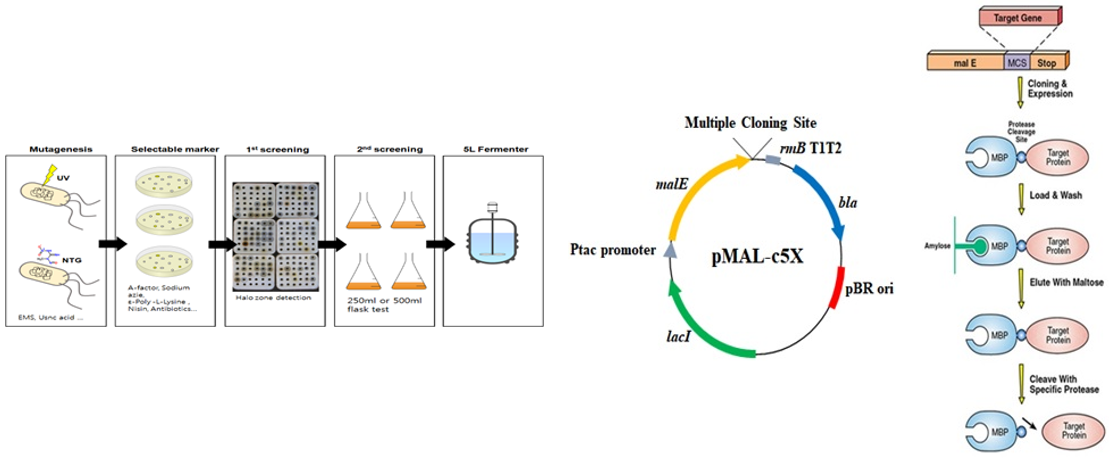
- Development of chemical process alternatives using Bioconversion
- Development of bio-material producing strain using metabolic engineering
Vision
Vision 2020 to be Research-oriented global company
- Technologies for industrialization of bioengineering products including industrial strains development technology, gene recombination technology, high concentration fermentation and high purity refining technology and commercial production technology (50 ton scale)
- Experience of product marketing success through product characterization according to market requirements, establishment of documentation according to product entry, and establishment of global sales net-work.
In order to realize vision to be Research-oriented global company,
First, we develop bio-production technology of the world's first-class products by specialized technology.
Second, we develop export-driven products to sell more than 80% products abroad.
Finally, we make customers, associates, and employees happy.
Management Goal
| Goal | Period | Period | Objectives |
|---|---|---|---|
| 1st Goal | Establishing Foundation based on self-reliance | 2016-2017 |
|
| 2nd Goal | Establishing a leading provider of Biochemical products | 2018-2020 |
|
Strategy
| Concentration on technology development | Securing a Production Base | Enhancing domestic and global Net-Work |
|---|---|---|
|
|
|
Long-term Development Plan